







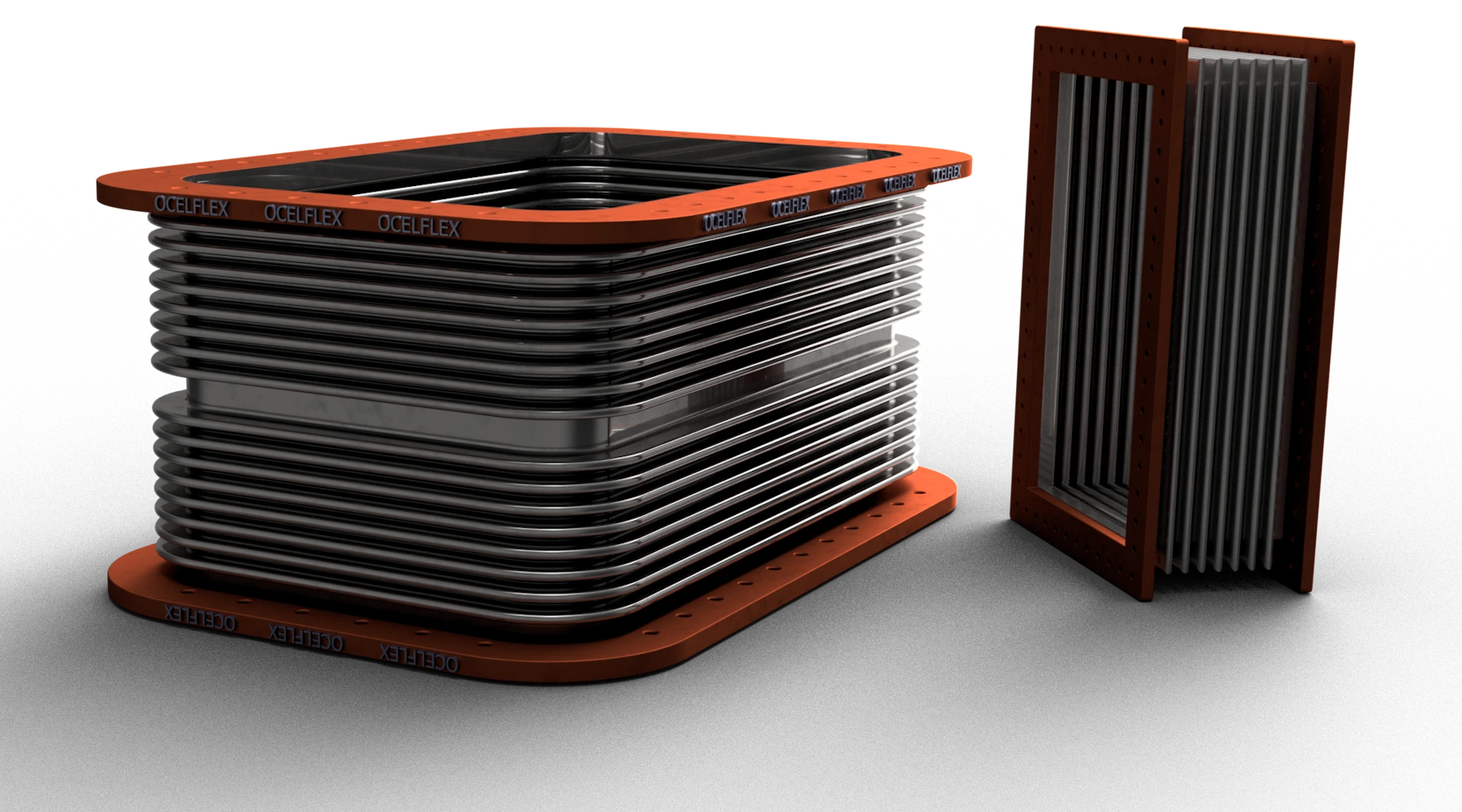
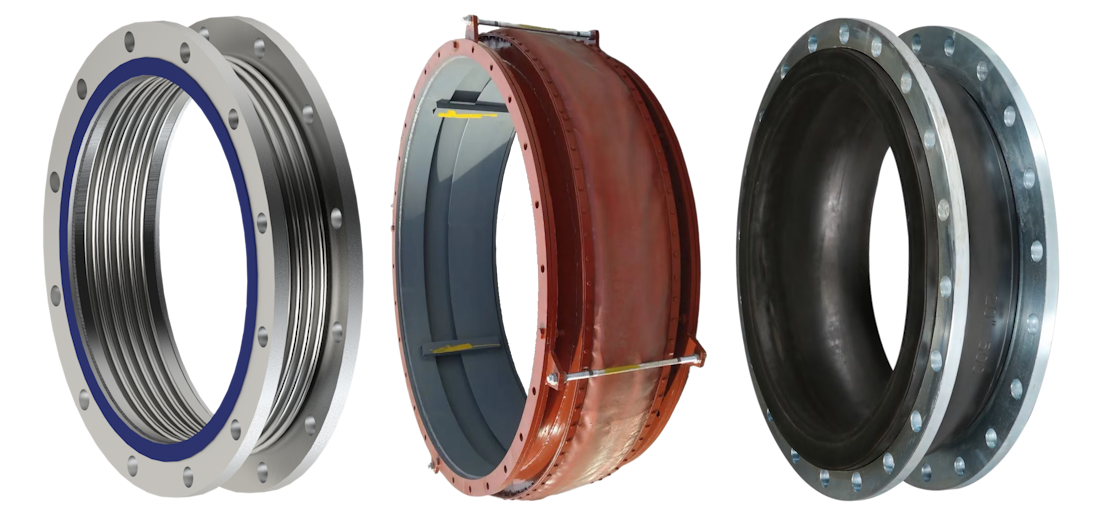
Fabric Expansion Joint vs.
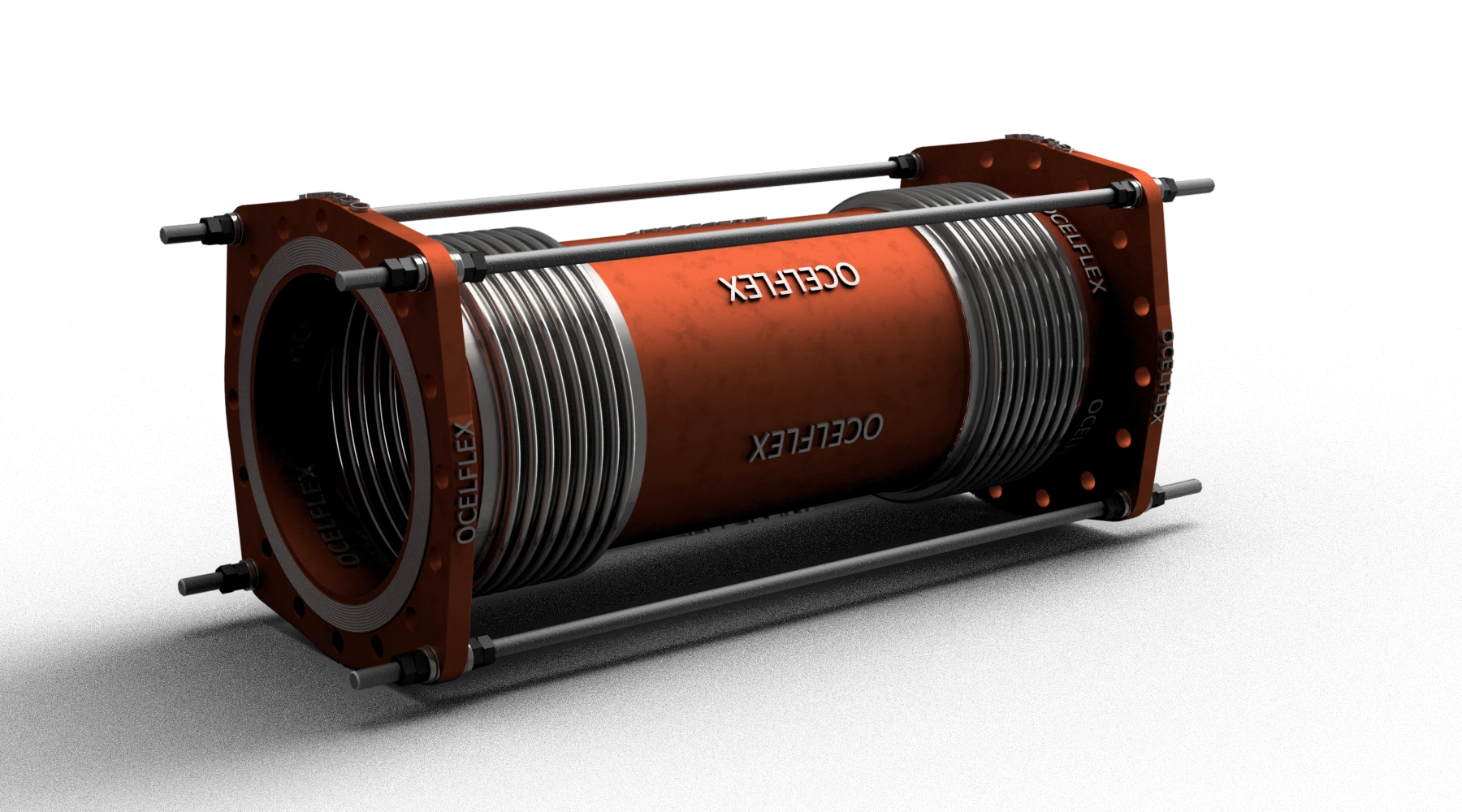
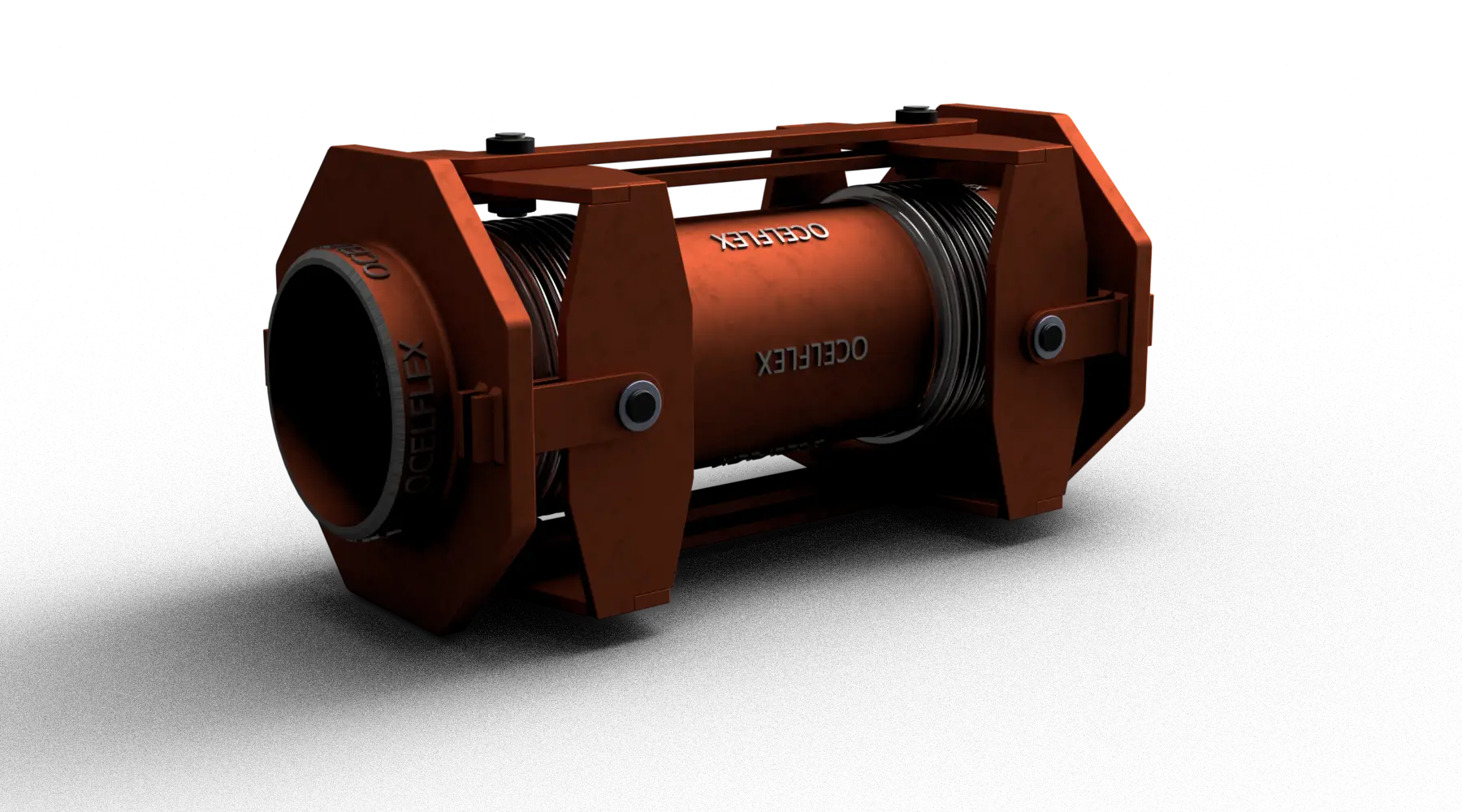
Metal Expansion Joint vs.
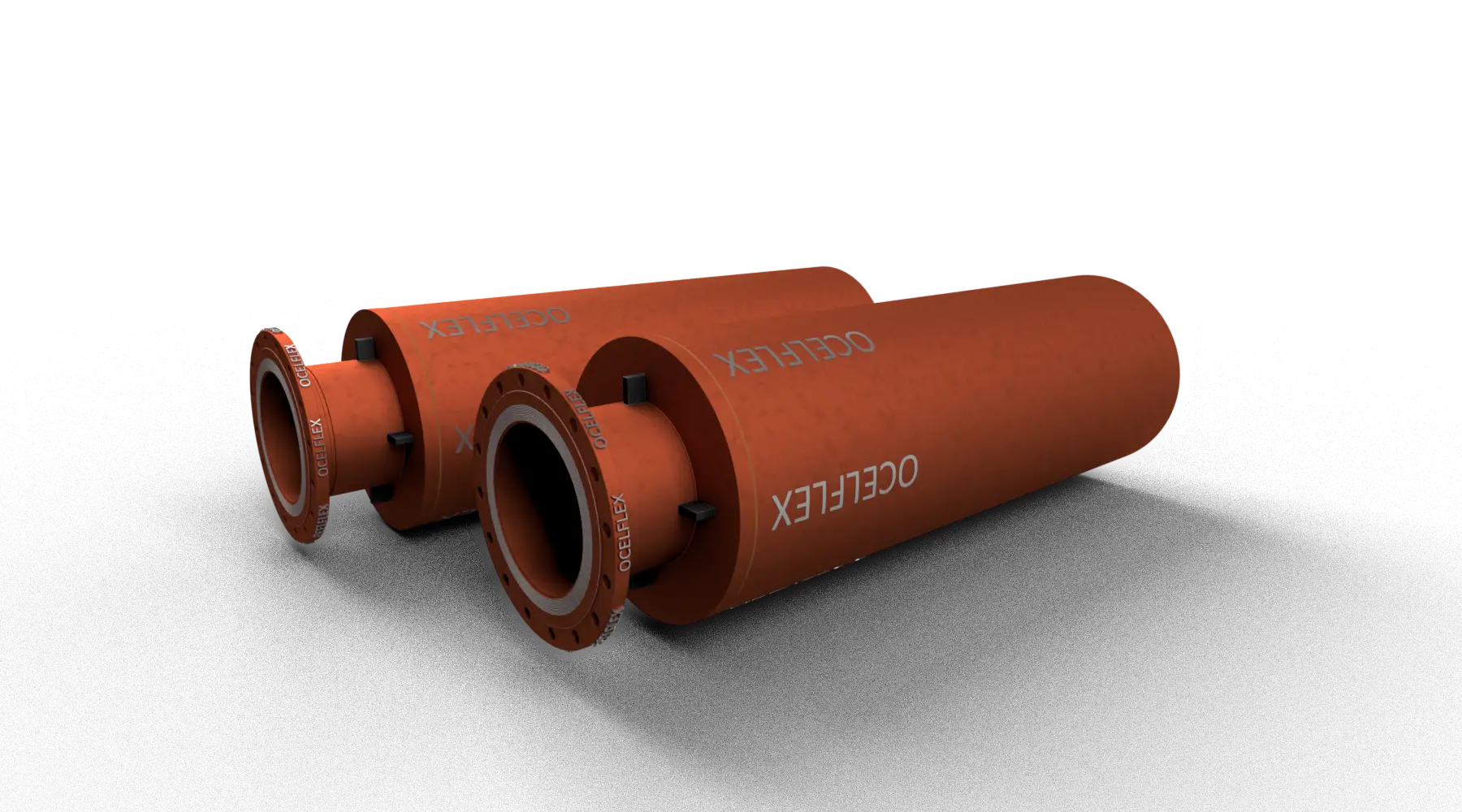
Rubber Expansion Joint
Confused which type of expansion joint is right for you? This guide will help you understand the difference between fabric expansion joints, metal expansion joints and rubber expansion joints.
Read More
